
Промышленное оборудование: продажа и обслуживание в Армавире
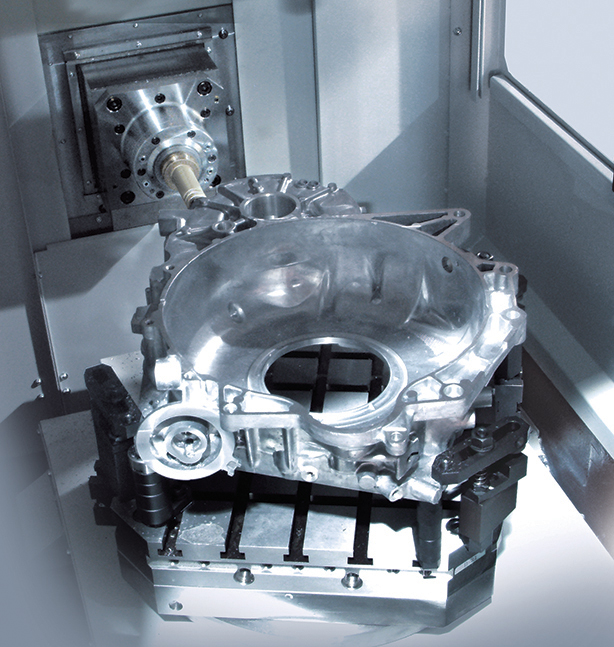
.jpg) Продажа! Горизонтальный обрабатывающий центр ИР-320ПМФ с системой ЧПУ CNC-8, привода BOSCH, оптические линейки HEIDENHAIN, линейные направляющие INA NUKR.
Продажа! Горизонтальный обрабатывающий центр ИР-320ПМФ с системой ЧПУ CNC-8, привода BOSCH, оптические линейки HEIDENHAIN, линейные направляющие INA NUKR.
Станок после капитального ремонта. Возможна проверка по деталям, с вашей оснасткой и инструментом.
Цена 3 500 000 рублей.
Вопросы по телефону: +79536777135 Руслан
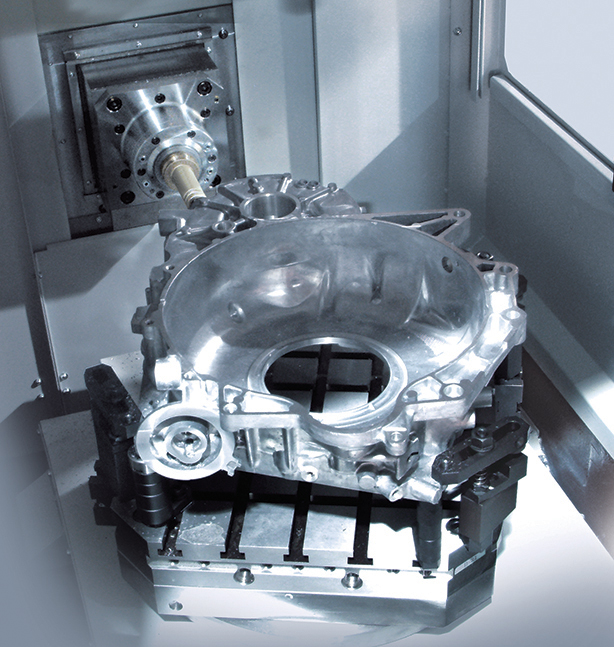
Горизонтальная обработка, также известная как фрезерование, основана на вращающихся фрезерах для удаления металла из заготовки.
Горизонтальная обработка на горизонтальном обрабатывающем центре ИР320ПМФ происходит в горизонтальном обрабатывающем центре (HMC), в котором используется шпиндель, параллельный первому этажу.
С помощью горизонтально ориентированного шпинделя инструменты торчат сбоку от держателя инструмента и разрезают поперек заготовки, что способствует отскоку стружки от стола.
.jpg)
| Технические характеристики | Параметры |
| Размеры рабочей поверхности стола, мм | 320 х 320 |
| Наибольшая масса обрабатываемого изделия, кг | 700 |
| Частота вращения поворотного стола (с круговой подачей), мин-1 | 6 |
| Количество позиций поворота стола | 120 (через 3°) |
| Индексируемый поворот стола, угл. с | 360 000 х 0,001° |
| Точность автоматической установки поворота стола | ±3 |
| Конус для крепления инструмента в шпинделе | ISO 50 |
| Частота вращения шпинделя, мин-1 | 21,2 - 3 000 |
| Мощность электродвигателя привода вращения шпинделя, кВт | 7,5 - 22 |
| Величина перемещения стола (поперечное), мм | 800 |
| Величина перемещения бабки (вертикальное), мм | 500 |
| Величина перемещения стойки (продольное), мм | |
| Время смены столов-спутников, с | 45 |
| Количество столов-спутников в накопителе, шт | 2 |
| Рабочие подачи стола, шпиндельной бабки, стойки, мм/мин | 1 - 3 600 |
| Скорость быстрых установочных перемещений, мм/мин | 12 000 |
| Емкость инструментального магазина, шт. | 30 |
| Время смены инструмента, с | 5 |
| Наибольший диаметр рядом стоящих инструментов, мм | 125 (160) |
| Наибольший диаметр инструмента при свободных соседних гнездах, мм | 160 |
| Точность линейного одностороннего позиционирования стола, мкм | 25 |
| Точность линейного одностороннего позиционирования стойки, шпиндельной бабки, мкм | 20 |
| Постоянство положения рабочей поверхности стола-спутника при повороте на 30°, мкм | 16 |
| Габаритные размеры станка (Д х Ш х В), мм | 4450х4625х3205 |
| Масса станка (без электрооборудования, гидростанции, устройств ЧПУ и смены столов), кг | 9 350 |

.jpg)
Термин «обрабатывающий центр» описывает практически любую фрезерную и сверлильную станковую станцию с ЧПУ, которая включает в себя автоматический инструментарий и стол, который фиксирует заготовку на месте. На обрабатывающем центре инструмент вращается. Ориентация шпинделя является самой фундаментальной определяющей характеристикой обрабатывающего центра. Вертикальные обрабатывающие центры в целом предпочитают точность, в то время как горизонтальные такие как ИР 320 обрабатывающие центры в целом благоприятствуют производству, но это свободные обобщения, и из них вырывается множество обрабатывающих центров. Другим распространенным типом обрабатывающего центра является пятиосевой обрабатывающий центр, который способен поворачивать инструмент и / или деталь для фрезерования и сверления с различной ориентацией.
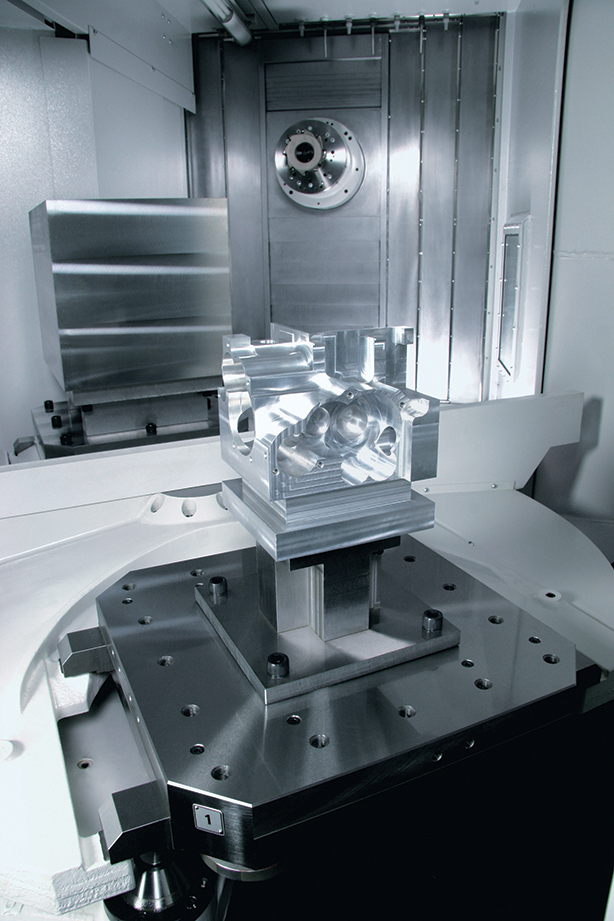

Обрабатывающий центр ИР320ПМФ4 снабжен множеством инструментов, и различные операции обработки могут выполняться ими после установки заготовки на столе обрабатывающего центра. В случае измерения геометрической формы обрабатываемой детали обрабатываемая деталь удаляется из таблицы обрабатывающего центра, а затем фиксируется на столе трехмерной измерительной машины, которая удалена от обрабатывающего центра. После этого измерительный блок трехмерной измерительной машины входит в контакт с обрабатываемой деталью, чтобы измерить ее геометрическую форму.
Однако, поскольку обработанное рабочее место должно быть удалено с рабочего стола центра обработки, а затем установлено на столе трехмерной измерительной машины, операция измерения является сложной и длительной. Кроме того, требуется большая площадь для размещения обрабатывающего центра и трехмерной измерительной машины.
Целью настоящего изобретения ИР320ПМФ4 является решение вышеупомянутых задач путем создания обрабатывающего центра, в котором геометрическая форма обрабатываемой детали может быть эффективно измерена без сброса обрабатываемой детали на трехмерной измерительной машине. Соответственно, улучшенный обрабатывающий центр можно использовать в меньшем пространстве пола, чем предыдущие подходы.
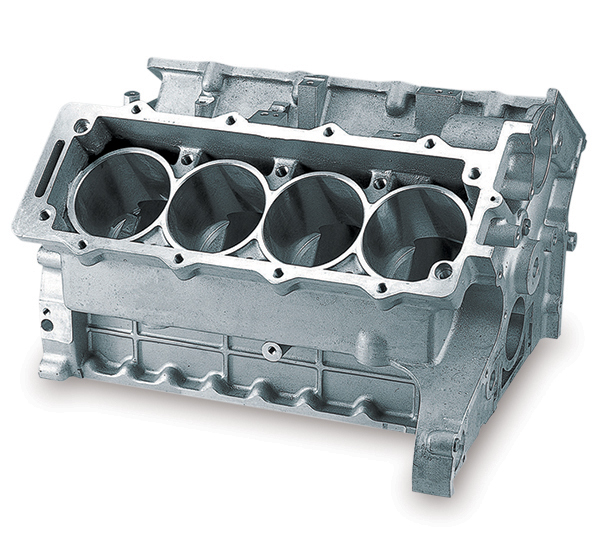
Обрабатывающий центр в соответствии с его изобретением имеет множество инструментов, например, концевую мельницу и множество сверл. Заготовку можно установить на столе обрабатывающего центра.
Центр обработки содержит первое приводное средство, включающее в себя серводвигатель, второе приводное средство, содержащее сервомотор и третье приводное средство, включающее в себя серводвигатель. Первое приводное средство обеспечивает относительное движение вдоль оси х между одним инструментом, например концевой забой, выбранным из множества инструментов и заготовки на столе. Второе приводное средство обеспечивает относительное движение вдоль оси Y, перпендикулярно оси X, между одним инструментом, выбранным из множества инструментов и заготовки на столе. Кроме того, третье приводное средство обеспечивает относительное движение вдоль оси Z, перпендикулярной к осям X и Y, между одним инструментом, выбранным из множества инструментов и заготовкой на столе.
В обрабатывающий центр входит линейный или длинный измерительный прибор, такой как машина для измерения длины лазера. Машина измерения длины измеряет расстояния линейного относительного движения между выбранным инструментом и заготовкой на столе вдоль осей X, Y и Z соответственно.
Обрабатывающий центр в соответствии с настоящим изобретением дополнительно содержит зонд. Блок зонда используется для измерения геометрической формы заготовки на столе. Первое приводное средство обеспечивает относительное перемещение между зондом и заготовкой на столе вдоль оси X. Второе приводное средство обеспечивает относительное движение между зондом и заготовкой вдоль оси Y. Кроме того, третье средство привода обеспечивает относительное движение между зондом и заготовкой вдоль оси Z. Кроме того, измеритель длины измеряет расстояния относительного движения между зондом и заготовкой на столе вдоль осей X, Y и Z соответственно.
В соответствии с этим изобретением на обрабатывающем центре ИР320ПМФ4 инструмент, выбранный, например, концевая мельница, обрабатывает заготовку на столе. Механическая обработка заготовки осуществляется путем вращения концевой фрезы и управления первым-третьим приводным средством обычным способом.
После обработки заготовки геометрическая форма обрабатываемой детали может быть эффективно измерена без перезагрузки обрабатываемой детали на отдельной измерительной машине. Пробоотборник точно измеряет геометрическую форму обрабатываемой детали, заданной на столе, управляя указанным выше. От первого до третьего диска. Кроме того, как операция механической обработки, так и операция измерения выполняются с использованием только одного обрабатывающего центра. Соответственно, можно использовать меньшую площадь, поскольку отдельная трехмерная измерительная машина не требуется.
